河南丰链科技有限公司
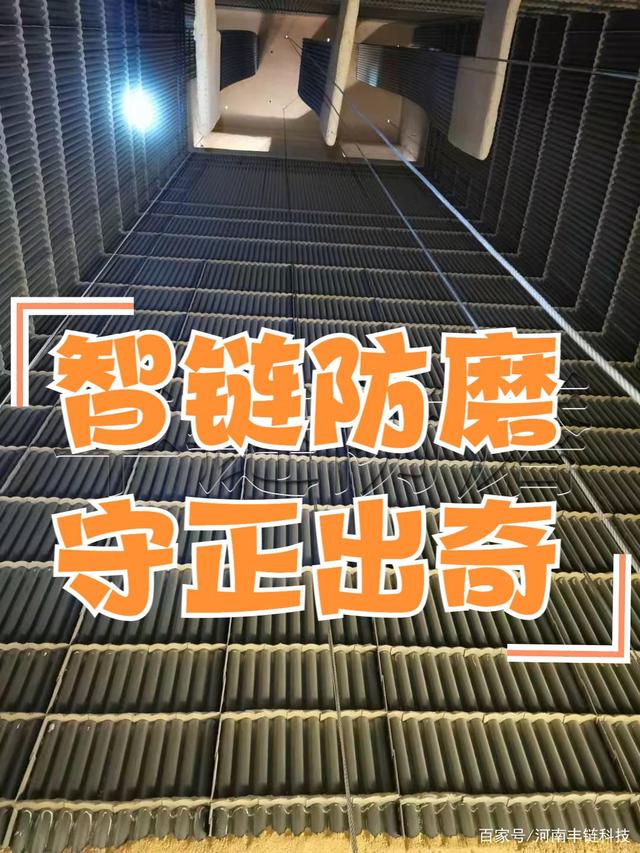
河南丰链科技有限公司循环流化床(CFB)锅炉水冷壁防磨,看“智链”锅炉水冷壁防磨格栅如何防止导流板掉片!业精于勤,持之与恒!
循环流化床锅炉经纬网格栅防磨导流板技术,“智链”防磨数智化工艺是一种完善彻底高效的循环流化床锅炉水冷壁防磨技术,自从2006年源自中原“导流”防磨原理,革新改制为精巧“金属防磨梁”导流板主动防磨技术,后由工艺象形称为“经纬”、“网格”、“格栅”等导流板防磨,是谓“导流防磨源中原,格栅防磨看智链”!
“智链”经纬网格栅防磨技术焊接必然控制好脱落问题,因此技术要求强调焊接接头的开裂倾向、焊接缺陷敏感性和耐各种晶间腐蚀等的能力,以使达到“焊得住、留得稳、用得久”最终效果。

“智链”铬镍高合金导流板材质中控制定量铁素体组织(微碳含量精密控制),使焊缝成为奥氏体-铁素体双相组织,能很有效地防止焊缝热裂纹的产生。
铁素体能溶解较多的硫、磷等微量元素,使其在晶界上数量大大减少;同时由于奥氏体晶界上的低熔点杂质被铁素体分散 和隔开,避免了低熔点杂质呈连续网状分布,从而阻碍热裂纹的扩展和延伸。
同时,循环流化床锅炉水冷壁防磨,应用“智链”经纬网格栅防磨工艺,为了减少焊接变形和残余应力的影响,设计和焊装工件时应注意以下几点:
(1)不进行过量焊接;
(2)控制好工件的定位;
(3)尽可能采用间断焊接,但应满足设计要求;
(4)尽可能采用小的焊脚尺寸;
(5)对于开坡口焊接,应使接头的焊接量最小,并考虑双边坡口替代单边坡口接头;
(6)尽可能采用多层多焊道焊替代单层双边焊交替焊接。在工件中和轴处开双面坡口焊接,采用多层焊,并确定双面焊接顺序;
(7)采用多层少焊道焊接;
(8)采用低热输入焊接工艺,意味着较高的熔敷率和较快的焊接速度;
(9)尽可能在工件的中和轴设置焊缝,并对称施焊;
(10) 尽可能地通过焊接顺序和焊接定位使焊接热量均匀扩散;
(12)向工件的无约束方向焊接;
(12)向收缩的相反方向预弯工件或预置焊缝接头。
(13)按序列分件焊装和总焊装,可使焊接围绕中和轴一直保持平衡。
循环流化床锅炉水冷壁磨损,采用水冷壁格栅防磨技术,“防脱落”掉片秘技,抛砖引玉,更多请认准“智链”经纬网格栅导流板防磨工艺!