河南丰链科技有限公司
河南丰链科技有限公司流化床锅炉导流板防磨技术,看丰链科技精细化防磨数智化工艺!炉膛导绕稳流防磨工艺,不是看着横竖结构“照猫画虎”,不是所谓“格栅防磨经纬结构”,而是“客制化、精细化、数智化”的融合讲究,是“多态感知、多元合金、多维融合”的综合调优工艺。

河南丰链科技有限公司,创新循环流化床(CFB)锅炉受热面水冷壁导流原理防磨技术,在“导绕稳”流基础上,形成丰智链防磨技术“十七要点”革新要点,保障“重点防磨整体防护调优运行”的最终效果。其中,在炉内焊接施工这一节点,仅仅是对焊缝焊脚的细化控制,也已从理论到行业实施,走在了行业前列。
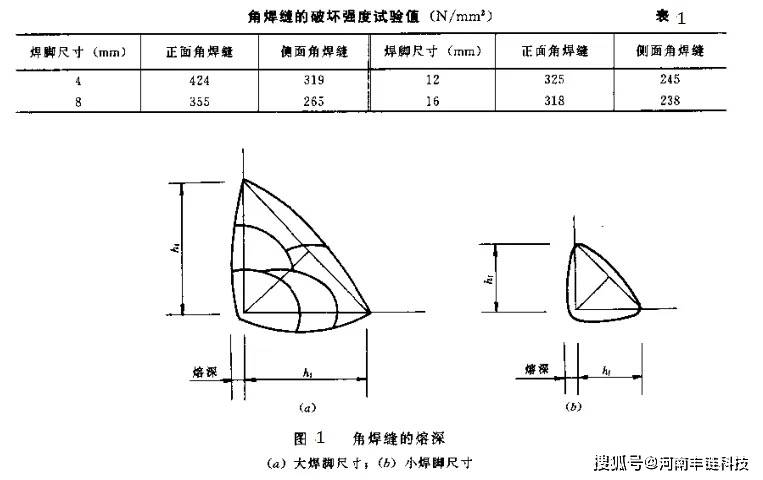
行业机电安装工程中,由角焊缝的计算公式可知,角焊缝的强度与其焊脚尺寸hf成正比,而熔敷金属量则是随着焊缝截面的加大,而以焊脚尺寸增大倍数的平方数增加。
如焊脚尺寸为12mm的角焊缝,其强度是焊脚尺寸为6mm的2倍,但前者的熔敷金属量是后者的4倍。
角焊缝强度破坏试验值可见,小焊脚尺寸角焊缝的破坏强度,相对而言要大于大焊脚尺寸角焊缝的,这是因为熔深参与受力的原因。熔深除受焊接方法的影响外(自动焊或半自动焊的熔深要比手工焊大),另外还以靠近焊根的焊缝影响最大。
对需多层焊的大焊脚尺寸焊缝,则以第一层焊缝的影响最大。因此,对小焊脚尺寸的焊缝,其熔深与焊脚尺寸之比要大于大焊脚尺寸焊缝的,故其破坏强度也相对较高。
角焊缝在采用手工电弧焊时,一般情况焊脚尺寸在6~8mm以下时,能一次焊成,超过时,则需要多层焊。故相对而言,增加了焊接时间,使焊接速度降低,成本增高。
焊缝施焊后冷却收缩引起的残余应力随焊缝增大而增大,故焊脚尺寸亦不宜过大。
综上所述可见,无论是从焊条等焊接材料的消耗和焊接速度、焊接残余应力,或是从焊缝的相对强度,角焊缝都以选小焊脚尺寸为宜。
因此,当焊件的焊接尺寸长度较富余,在满足最大焊缝长度的要求下,采用小而长的焊缝比采用大而短的焊缝好。
对构造角焊缝,更宜按构造要求规定的最小焊脚尺寸选用。由于焊缝金属会因冷却速度过快而产生淬硬组织,容易形成冷裂纹。且焊件越厚,焊缝冷却速度则越快,故角焊缝的焊脚尺寸应与焊件厚度有关,当构件厚度等于或小于4mm时,则焊脚尺寸应与构件厚度相同。

详细要求参见《钢结构设计标准》GB50017-2017第11.3.5条,表11.3.5按不同的构件厚度,对角焊缝的最小焊脚尺寸做了数值要求。
角焊缝的最大焊脚尺寸,不宜大于较薄焊件厚度的1.2倍(钢管结构除外),以防止母材产生“过烧”现象,使焊件产生翘曲变形和较大的焊接应力。但在实际采用时,仍应偏紧掌握,宜小不宜大。
如“T”形接头的双面角焊缝仅从受力分析,焊缝与焊件达到等强,其焊脚尺寸也只约为焊件厚度的1.0倍。
对焊件边缘的角焊缝,焊脚尺寸若与焊件等厚,在施焊时容易产生“咬边”现象,因此焊脚尺寸一般应比焊件厚度小1~2mm。当焊件厚度小于等于6mm时,由于一般采用细焊条施焊,电流小,操作较易掌握,因此最大焊脚尺寸可与焊件等厚。

河南丰链科技有限公司锅炉防磨“丰智链”工艺,精研防磨!精致防磨!