河南丰链科技有限公司
河南丰链科技有限公司锅炉防磨技术,循环流化床锅炉水冷壁防磨技术,“丰智链”格栅防磨经纬网格工艺,融合超音速电弧金属喷涂,陶瓷喷涂,非晶喷涂,堆焊熔敷、激光熔覆等防磨方案,多维度成熟治理解决炉内受热面磨损问题。
循环流化床技术是近年来在国际上发展起来的新一代高效、低污染清洁燃烧技术,具有许多其他燃烧方式所没有的优点。

但循环流化床锅炉技术因其燃烧特性限制受热面磨损长期存在,一直是影响锅 炉正常运行的威胁之一,据权威机构统计资料显示循环流化床锅炉的受热面磨损量是煤粉炉的5-8倍。由于磨损造成的停炉事故接近停炉总数的50%。在很长时间内成为影响循环流化床锅炉推广应用的主要障碍,因此,CFB锅炉的安全运行和大容量发 展,须有效解决水冷壁管的防磨问题。
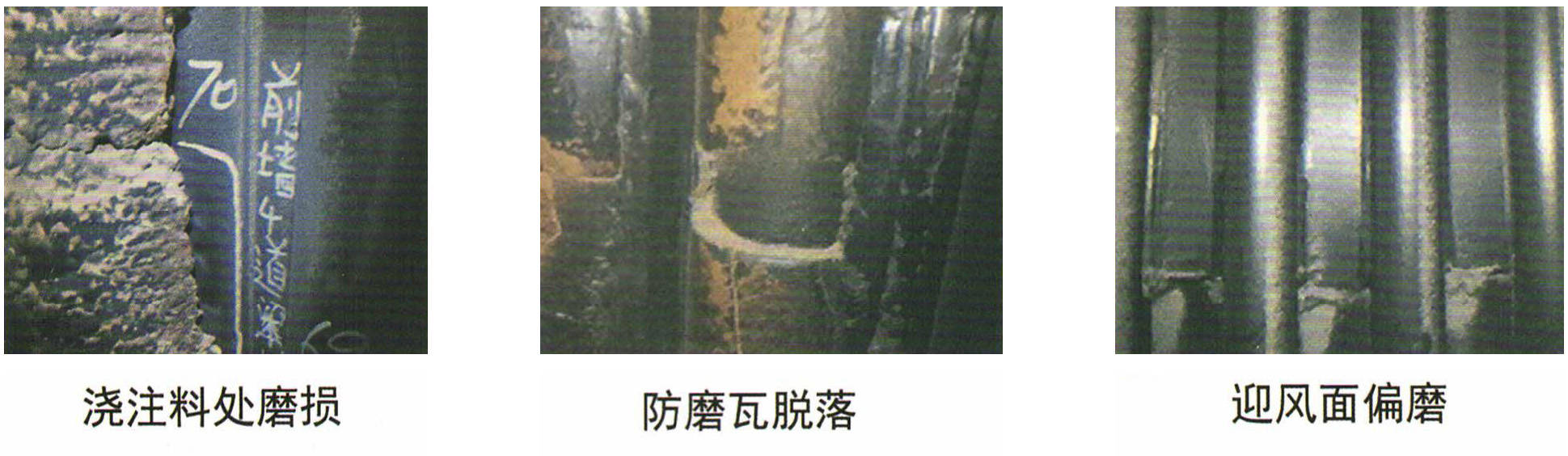
磨损现象
炉膛内水冷壁管磨损主要表现在水冷壁管与耐火浇注料交接处及其上部密相区、 炉膛四角、水冷壁向火面表面出现凹凸不平、返料口上部及炉膛出口烟气转弯等处( 如下图),水冷壁管磨损达到相对程度后,造成水冷壁管泄露,高压汽水混合物直接剧烈冲刷造成更多邻近水冷壁管泄漏,有时汽包水位都很难维持,被逼停炉。受热面爆管后处理起来难度较大,而且还要组织人员清理床料,重新加入床料,要付岀很大的人力、物力才能处理好,是各热电企业深感头疼的难题。循环流化床锅炉受热面的防磨措施选择正确与否,直接影响循环流化床锅炉运行的可靠性和经济性。
磨损分析
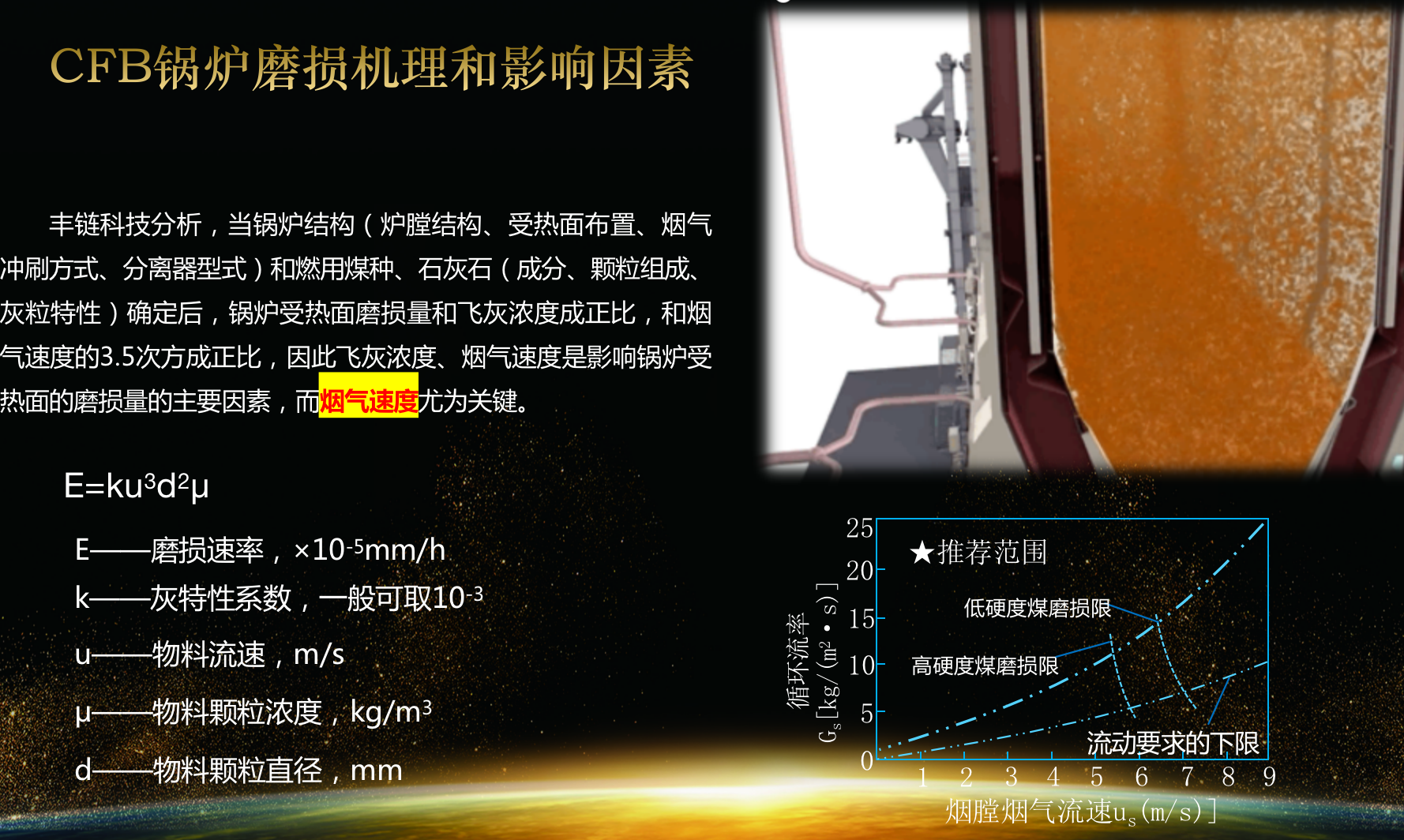
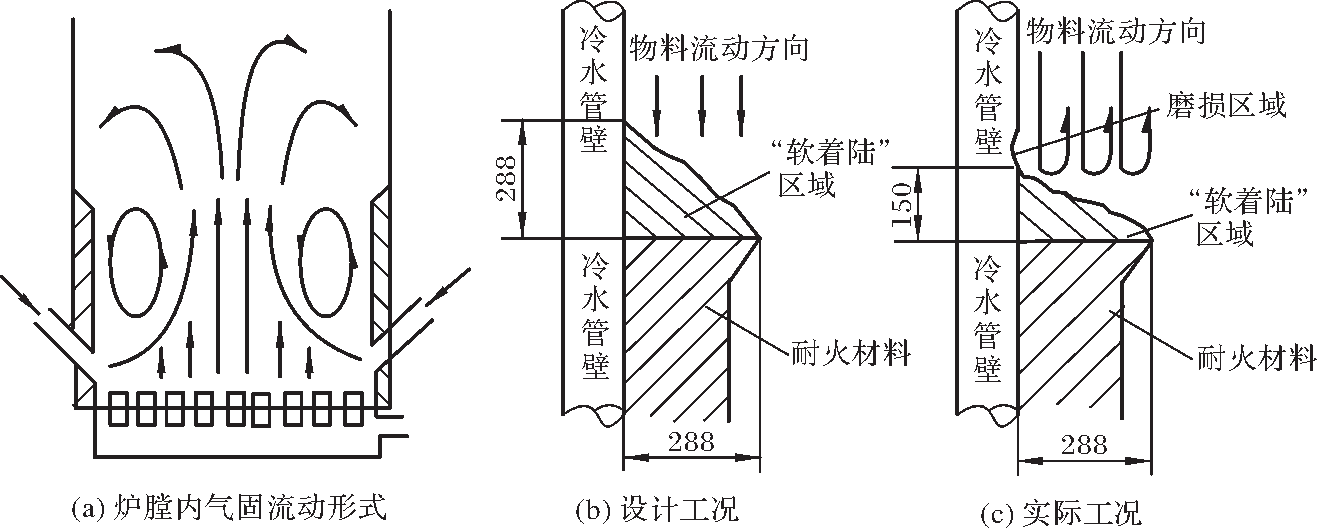
循环流化床锅炉水冷壁磨损机理与煤粉炉有很大的不同,一方面大量烟气和固体颗粒 在上升过程中对水冷壁管进行冲刷;另一方面由于内循环的作用,大量固体颗粒沿炉 膛四壁重新回落,对水冷壁管进行剧烈冲刷和撞击磨损。运动的固体颗粒接触,碰撞水冷壁产生的切削摩擦力是导致磨损的主要原因,运动速度、物料浓度和物料粒度决 定了磨损速率的大小。
影响水冷壁磨损的主要因素
(1)烟气流速的影响:烟气流速越高磨损严重,磨损量与烟气流速的三次方成正比。 一次风量越大,磨损量越大。另外二次风量越大,对炉内燃烧情况的扰动越剧烈,水冷 壁管磨损量越大,因为颗粒数目越大,对管的撞击和冲刷越强烈。
(2)燃料浓度的影响:在循环流化床锅炉运行过程中,负荷越高,床层密度及床层 差越大,说明颗粒浓度越大,磨损量也越大,循环流化床锅炉由于其特定的燃烧方式, 炉内的固体物料密度为煤粉炉的几十倍到百倍以上。
(3)燃料性质的影响:燃烧颗粒硬度灰分越大,对冰冷壁管的切削作用越强烈,磨损量越大,尤其在掺烧煤砰石或其他高硬度燃料时,因为颗粒数目和粒度增加,对 管壁的撞击和冲刷增强,磨损泄漏机率增多,会大大缩短水冷壁管的运行时间。
(4)安装及检修质量的影响:锅炉安装及检修质量不好造成磨损,例如水冷壁接口 处没有对齐或受热面平整度不够形成磨损,或管屏表面留下大量焊接后的凸起部位, 形成颗粒涡流加剧磨损。
(5)锅炉本身动力场的影响:由于炉膛内气流分布不均匀,炉膛局部或四角处的烟 气流速及颗粒浓度比其他部位增加,造成磨损情况比其他部位严重。
循环流化床锅炉炉内受热面的磨损占据了泄漏故障中较大比例,是影响机组安全经济运行 的突出问题之一。影响炉内受热面磨损的因素很多,主要有物料颗粒速度、烟气速度、受热面 温度、烟气成分燃料特性(颗粒度、可磨度等)、床料特性(颗粒直径、颗粒形状、颗粒硬度、物料浓度、颗粒成分等)、受热面材料特性(受热面材质、硬度、热物理性能等)、冲刷角度、磨损时间等。此外,还受结构设计、运行维护、处理措施等方面因素的影响,也有因防磨措施不当而引起的局部磨损等。
循环流化床锅炉的磨损受众多因素影响,为了较好地制定相应的防范措施,以减小磨损,提高锅炉的安全运行水平,需要深入研究分析炉内磨损产生的原因及其机理。
炉内受热面的磨损机理
磨损是机器较常见也是较大量的一种失效方式。凡两个相互接触或相对运动的表面都不免要发生摩擦,有磨擦即有磨损发生。由于磨损的复杂性,目前世界上还没有一个统一的分类方 法,基于对不同条件的考虑,各地各学者有不同的分类方法,我国学者比较一致的看法是根据 磨损方式将磨损分为以下几类,即:粘着磨损、疲劳磨损、腐蚀磨损、磨料磨损、微动磨损等,1971年美国矿山机械行业建议把磨料磨损重新划分为七类:纯净流体冲蚀(流体中无颗粒) 、撞击冲蚀(流体中有颗粒)、冲蚀磨损(平行流体中的低应力磨损)、切削磨料磨损、高应力研磨、凿削磨料磨损、冲刷腐蚀磨损。
在实际运行中,材料的磨损往往不只是一种磨损机理在起作用,而是几种磨损机理同时存在,综合作用的结果,这给实际工程中受热面磨损过程的分析与预防带来困难。如冲蚀磨损有时也称做磨蚀,它不是一种独立的磨损机制,一般认为是磨料磨损与形变两种机制共同作用的 结果。研究表明,锅炉水冷壁管的磨损失效机理是固体物料的冲蚀磨损、高温氧化和热腐蚀的 综合作用。由于循环流化床炉内温度水平受脱硫较好的温度限制,一般在850℃左右,较高不超 过930℃,这样的温度远低于煤粉炉中的温度水平,并低于一般煤的灰熔点。

因此,与煤粉炉相比,循环流化床锅炉内结渣和碱金属析出现象要改善很多,而且由于固 体物料冲蚀磨损速度相当快,因而循环流化床锅炉水冷壁管的失效机理以冲蚀磨损为主。
丰智链“三多”防磨数智化方案
水冷壁格栅防磨丰智链工艺,由于其技术细节特性,运行因素复杂,防磨实施精细。具体应用请咨询“丰智链三多防磨数智化方案”产品服务提供方--河南丰链科技。
1.CFB锅炉磨损问题主要由高速烟气流对受热面产生切削、碰撞导致,因此“丰智链”格栅防磨技术通过在受热面上横向和纵向加装合金防磨板来降低贴壁烟气流的流速,从而减少受热面受到的磨损。其装设的合金防磨板本身具有高导热性,在炉膛内正常燃烧的工况下其导热系数超过了30(略高于水冷壁)。且其具有较高的表面发射率,因此无论是对流换热还是辐射换热,格栅防磨技术都具有很好的强化传热的作用,能有效提高CFB锅炉换热效率。

2.“丰智链”格栅防磨技术在降低贴壁烟气流流速的同时,还可以打破“冷隔效应”。(冷隔效应:在CFB锅炉运行时,受热面表面贴壁物料流的温度始终保持较低且几乎不变,此时贴壁物料流将阻碍炉内燃烧产生的高热量被受热面吸收)使得炉膛内物料燃烧产生的热量能与受热面正常热交换,等同于增加了受热面的吸热传热能力,提高CFB锅炉换热效率。
3.“丰智链”格栅防磨技术优化了受热面表面贴壁流的流场,使得炉膛内的热负荷分布更加均匀,也即是炉膛内换热更加均匀,减少了换热过程中的热损失,变相提高了CFB锅炉的热效率。
4.“丰智链”格栅防磨技术可以替代其他传统的防磨方式(如浇注料,防磨梁等),释放原本被导热性能较差的材料覆盖的受热面,变相起到增加受热面的作用,因此也可以提高CFB锅炉受热面的总吸热量,从而提高锅炉效率。
那么循环流化床锅炉做好水冷壁格栅防磨要怎么办?通过以上各种防磨工艺可以分析得出,要想做好水冷壁格栅防磨实现高效彻底防磨,如下因素必要考虑:现场调研,多态感知,实时分析,因况设计,材料精铸,结构科学,设计精细,焊接讲究,施工稳当,多维融合,服务专业,长久坚持。这是“丰智链”水冷壁格栅防磨技术“三多”工艺能够做好的关键重点,其中每一项都隐含着“丰智链”防磨工艺的细节讲究,技工人的科学认真务实诚信态度。

同时,“丰智链”水冷壁防磨经纬网格栅技术“三多”工艺,还有一项特别重要的理论与实践根基,即“在保障有效防磨的前提下配合调优高效运行”,简单来讲就是“重点防磨高效运行”,这是许多设计和实施有意无意忽略的地方,动辄就是全炉膛施工,在现如今如此重视热效转换的时期,调优运行智能燃烧也成为防磨方案扎实可靠的重点评判选择条件。
综上所述,务实防磨,如何做好水冷壁格栅防磨?认谁“丰智链”水冷壁防磨经纬网格栅技术“三多”防磨数智化化工艺,融合超音速电弧金属喷涂,陶瓷喷涂,非晶喷涂,堆焊熔敷、激光熔覆等防磨方案,多维度成熟治理解决炉内受热面磨损问题!