河南丰链科技有限公司
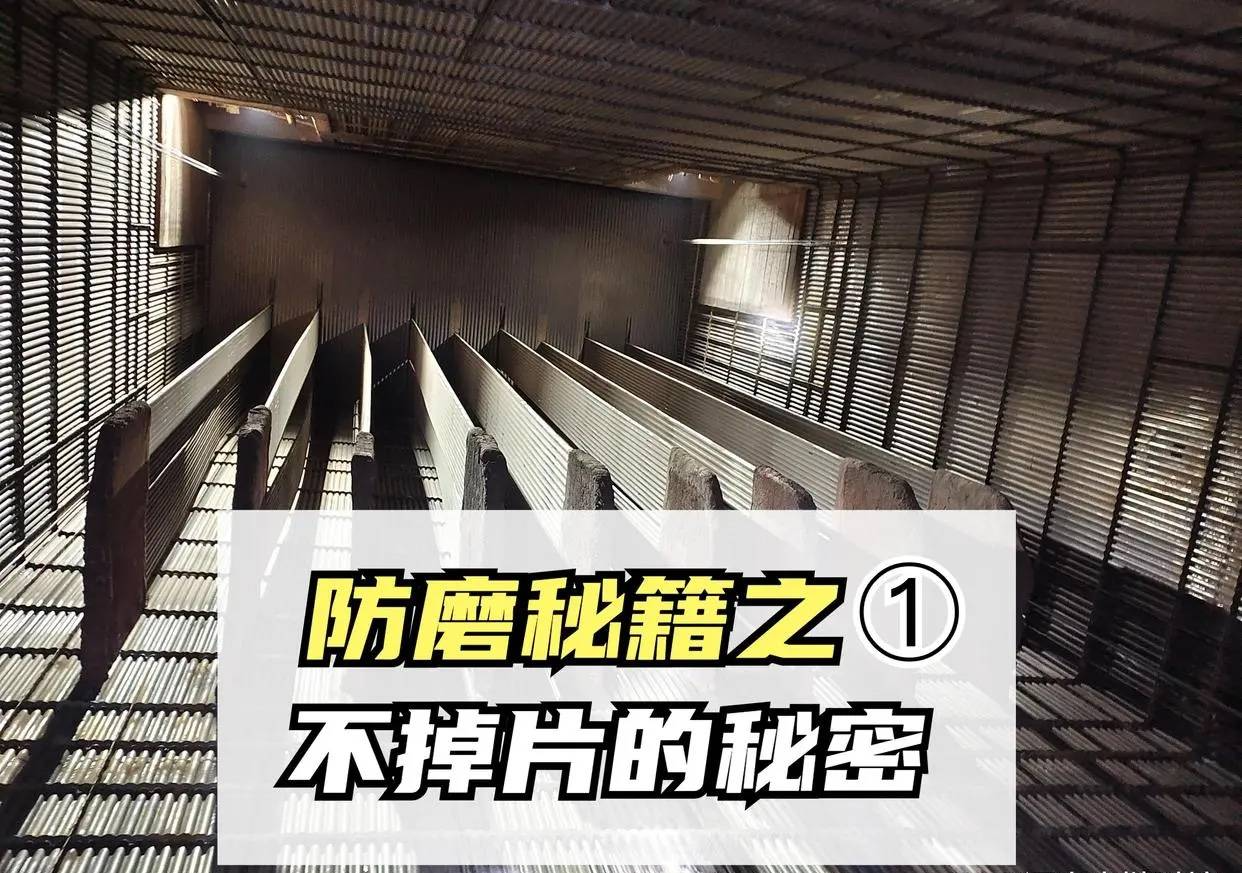
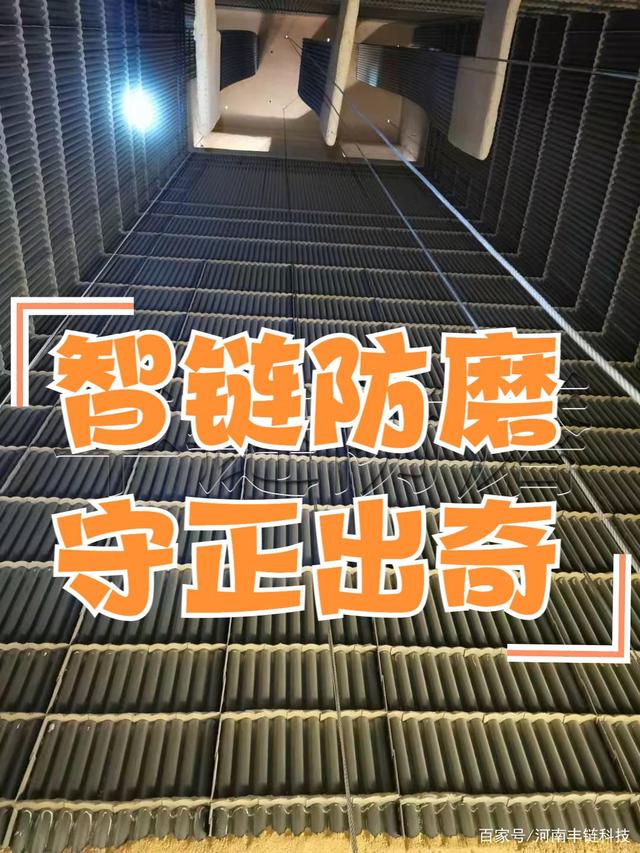
河南丰链科技有限公司锅炉受热面磨损防磨技术,“丰智链”多维融合防磨工艺:导流原理格栅防磨技术,经纬网格防磨板工艺,超音速火焰金属喷涂,非晶/陶瓷喷涂防磨,堆焊熔敷激光熔覆防磨防腐。

根据锅炉内均匀磨损和局部磨损的形成机理,提出和制定以下几条措施:
1、炉膛受热面上绝对不能有影响物料循环的杂物,一些不太主要的测温、测压元件尽量减少,能取消的尽量取消,能改变位置的一定要改变位置,确保水冷壁受热面平整、光滑。即使不能取消的,也在加装的同时,处理好交界磨损问题,比如用“丰链”防磨导流板防护以解决凹凸不平的磨损隐患。
2、在密相区的末端、水冷壁管和耐火浇注料的接合处均有较严重的局部磨损,主要原因就是沿水冷壁管及鳍片下滑的物料碰到突出的浇注料时,使物料改变了原来的运动方向,已改变了运动方向的循环物料就会四处飞溅,这时四处飞溅的物料就在水冷壁管中心线形成了一个夹角,这个夹角的大小视碰到异物的大小和碰到异物时的角度而定。由于飞溅的物料是呈360度方位的,飞溅到炉膛部分的180度不会对受热面产生任何磨损,而另外的180度物料飞溅后反弹到受热面管上就会冲刷水冷壁,飞溅的物料就在该处产生了局部磨损,从磨损后留下的迹象可以看出,碰到的异物越大,飞溅物料量越大,磨损量也就越严重,这就说明了飞溅物是产生磨损的主要因素。

3、在炉内水冷壁与耐火材料交界处,特别是四角位置,由于该处形成边壁流,物料汇集此处较多,所以磨损特别严重,应特别注意防护。一方面是让管技术,减少该类型磨损造成的危害;在锥段耐火材料和水冷壁管的拐弯分界处采用改变水冷壁管几何形状的方法减轻磨损,比如用“丰链”防磨导流板防护以解决凹凸不平的磨损隐患。
4、利用停炉检修的机会加装“丰智链”格栅防磨板,焊接鳍片时注重施工工艺,焊口应平整光滑。浇注料终结处开始朝上2米区域内的受热面管子安装时尽量不留焊缝,应有的焊缝应打磨至与管子外表面齐平。

5、在炉内水冷壁与耐火材料交界处,特别是四角位置(包括双面水冷壁),由于该处形成边壁流,物料汇集此处较多,受到不同角度的物料冲刷机会较多,这些部位是重点部位,应重点检查。炉内水冷壁与耐火材料交界处的耐火材料软着陆平台适当加宽(增加软着陆效果),可做成上宽、下窄、侧面稍内曲的形状。浇注料的边缘不得有破损、凹凸、大的裂纹应始终保持完整并及时修补。采用“丰链”防磨导流板防护住浇注料上方内侧倒八字磨损问题,同时防磨格栅板也可采用向上弯曲软着陆来规避内侧磨损。
6、在炉内水冷壁与耐火材料交界处,特别是四角位置(包括双面水冷壁),采用表面覆耐火防磨胶泥圆弧过渡,厚度越小越好,胶泥有吸收固体颗粒动能的作用,耐火浇注料无法吸收动能,有反弹作用力,对改善磨损无益。
7、大面积磨损的水冷壁区域应用“丰链”格栅防磨技术进行防磨处理。防磨性价比高,防护周期长,大面积优化部署对炉子运行没有任何负面影响。
8、采用“丰链”超音速电弧喷涂技术,喷涂施工周期短,可以缩短检修时间;施工工艺简单,对管壁的影响小;
9、同时可采用“丰智链”非晶态合金材料,形成非晶态涂层具有:弹性好、耐冲刷磨损、不易脱落、硬度高、极强的抗氧化和耐高温腐蚀的优点。非晶态涂层防磨寿命是普通喷涂寿命的 4 至 5 倍,适合循环流化床锅炉管壁防护。虽然其一次性投入要比普通喷涂高,但由于可保障机组长期稳定运行,减少非停及降低维修维护强度,按照 3 到 5 年的周期来计算会大大降低电厂的运行费用。

10、采用“丰智链”堆焊熔敷或激光熔覆工艺,硬度大,硬性防磨,虽然成本比较高,但防磨防腐实效强,即使极其恶劣的磨损腐蚀条件下也可轻松防护在五年以上。
河南丰链科技有限公司,锅炉受热面磨损防磨技术,采用多种工艺融合可解决各类煤粉炉、流化床锅炉、生物质锅炉、垃圾燃烧炉的炉膛内受热面磨损腐蚀问题,“丰智链”多维融合防磨工艺:导流原理格栅防磨技术,经纬网格防磨板工艺,超音速火焰金属喷涂,非晶/陶瓷喷涂防磨,堆焊熔敷激光熔覆防磨防腐。